Car Bottom Furnace is a standard energy-saving periodic operation furnace. It is mainly used for quenching, annealing and heat treatment of various machinery and parts, applicable to high chromium and high manganese steel castings, ductile iron, rollers, steel balls, crusher hammers, wear-resistant lining plates, etc.



Car Bottom Furnace is mainly used for quenching, normalizing, annealing and heat treatment of various machinery and parts, applicable to high chromium, high manganese steel castings, gray iron castings, ductile iron castings, rollers, steel balls, crusher hammers, wear-resistant linings, auto parts, metal structural parts, carbon steel, welding parts, alloy steel parts, etc. It can also be used for drill bit sintering, catalyst baking, and precision mold shell baking.
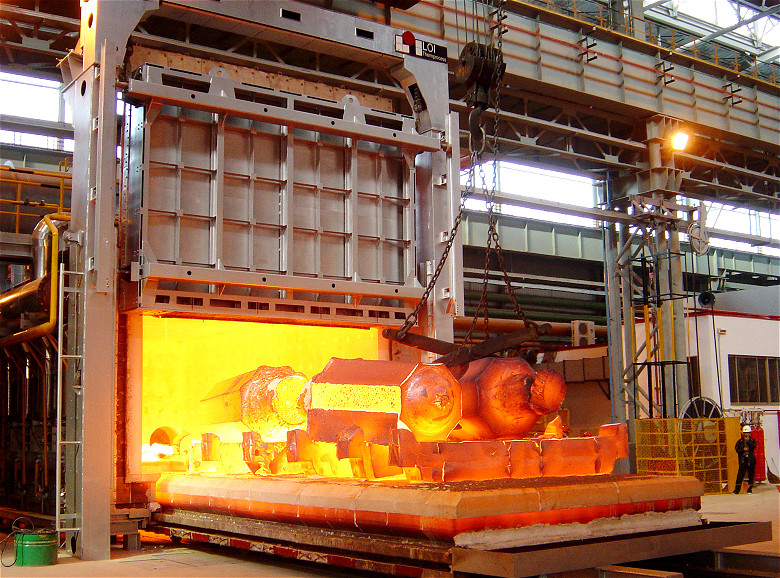
The Car Bottom furnace has a movable trolley at the bottom for loading workpieces. The load-bearing capacity is stronger than other industrial furnaces, it can load large and heavy workpieces for heat treatment. Before heating, the loading trolley is driven out of the furnace. It can be loaded with a crane in the workshop or in various ways. The workpiece can be directly placed on the trolley with the furnace floor installed, and then the electrically controlled trolley can send the workpiece into the furnace and automatically sealed, after that the temperature control system will perform the heat treatment process automatically. After heat treatment, it can be cooled with the furnace temperature or the trolley can be directly driven out of the furnace for cooling.
The heating methods of Car Bottom furnace can be divided into three types: electric heating, oil heating and gas heating. They are: trolley-type resistance furnace, oil-fired trolley furnace, and gas-fired trolley furnace.According to the furnace structure, it can be divided into: composite lining trolley furnace built with lightweight bricks and insulation fiber, and full-fiber trolley furnace.
According to different heat treatment temperatures, Car Bottom furnace can be divided into three types: 1200~1400℃ high temperature furnace, 950℃ medium temperature furnace and 650℃ low temperature furnace.
According to different use, Car Bottom Furnace can be divided into: high-temperature bogie hearth furnaces, medium-temperature bogie hearth furnaces, low-temperature bogie hearth furnaces, trolley-type quenching furnaces, trolley-type annealing furnaces, and trolley-type tempering furnaces, turning bogie hearth furnace, trolley-type resistance furnace, trolley-type aluminum alloy quenching furnace, pre-vacuum bogie hearth furnace, double-door bogie hearth furnace, trolley-type drill sintering furnace, trolley-type mold preheating furnace, etc...
In step with the international advanced technology of bogie hearth furnace , we have won a good reputation in the international market with our energy-saving technology, high-precision temperature control, high temperature uniformity and other properties.
Customized design according to the actual needs of customers.
Energy-saving and emission-reduction technology, full-fiber high-pressure module insulation. Low thermal conductivity, low heat capacity, anti-corrosion, anti-oxidation, high load, ultra-high temperature heating without breakage.
Easy for loading materials, has a large heating temperature range, the heated workpiece is not limited by its shape, the heating chamber can quickly adjust the temperature, and the heating speed is fast. The furnace body is made of high-quality refractory materials, which has good thermal insulation and reduces heat loss. Automatic and precise temperature control, high safety, easy operation and maintenance.




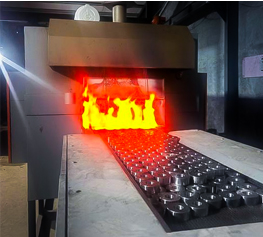
Heating stage:
The trolley sends the metal material to be processed into the furnace. The burner or electric furnace on the upper part of the furnace will produce high-temperature flame or electric heat energy, which will be radiated and conducted to the metal material and raise to the required processing temperature.Insulation stage:
When the metal material reaches the processing temperature, a constant temperature will be maintained in the furnace, allowing the metal material to perform the required heat treatment processes at this temperature, such as annealing, sintering, quenching, etc.Cooling phase:
After the heat treatment process, the supply of the heating source in the furnace will be stopped and the temperature in the furnace will gradually drop. In order to prevent metal materials from generating stress and deforming if the metal material cooled too quickly, two cooling methods can be used. One is natural cooling, left the metal material in the furnace and cool down statically. The second is to use external cooling media, such as air, water or oil.

| Type |
Furnace Chamber Size |
Rated Voltage |
Rated Power |
Rated Temp. |
Heat Up time |
Max. Loading |
| RT3-180-9 | 2200x1050x750 | 380 | 180 | 950 | 2.5 | 6000 |
| RT3-200-9 | 2000x1200x800 | 380 | 200 | 950 | 2.5 | 6500 |
| RT3-220-9 | 2500x1300x900 | 380 | 220 | 950 | 2.5 | 7000 |
| RT3-240-9 | 2500x1400x900 | 380 | 240 | 950 | 2.5 | 8000 |
| RT3-250-9 | 2800x1500x900 | 380 | 250 | 950 | 2.5 | 9000 |
*The output will vary according to different materials, feed particle size and other factors

Company: IDM Metallurgy Trading Co., Ltd.

Group Address: Tangshan City, Hebei Province, China

Whatsapp: +86-15036707993


Our Email

Our phone


 +86-15036707993
+86-15036707993
 +86-15036707993
+86-15036707993

Save Time! Get A Detailed Quotation Quickly.