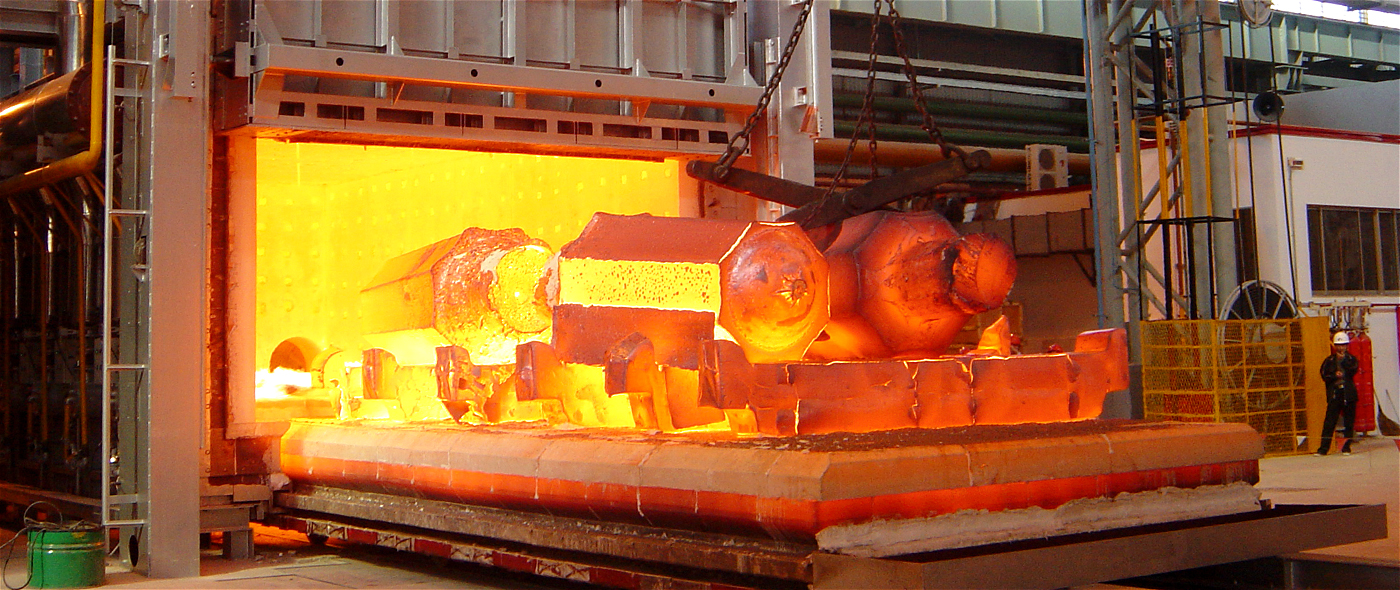
| Equipment list | Quenching fumae, annealing fumace, tempering fumace, toley, temperature control system |
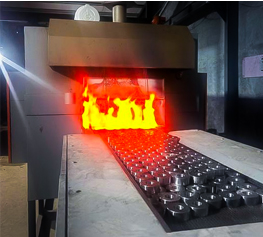
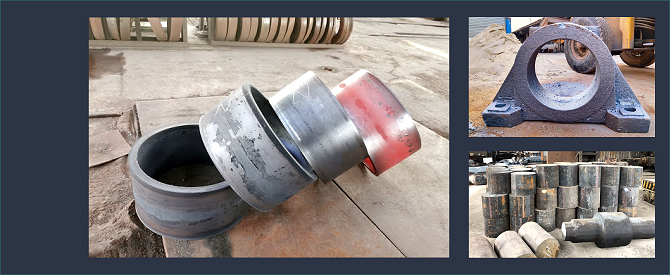
| Usage | Used for annealin, quenching, tempering for high chrome steel, hioh manganese steel, grey iron, ductile iron, rollers, balls or other stel alloy. |
| Voltage | 380V |
| Rated power | 60~6000KW, customized according to different capactiy |
| Rated temp. | 600°C~1200°C, customized according to different requirement |
| Heat Up time | 2.5hours and above, according to technology flow requirement |
| Load capacity | 50kgs~120tons |


Company: IDM Metallurgy Trading Co., Ltd.

Group Address: Tangshan City, Hebei Province, China

Whatsapp: +86-15036707993


Our Email

Our phone


 +86-15036707993
+86-15036707993
 +86-15036707993
+86-15036707993

Save Time! Get A Detailed Quotation Quickly.