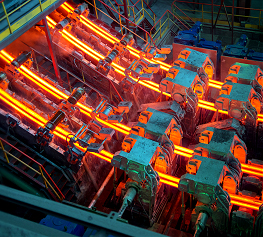
Aluminum Caster Mill integrates the casting and hot rolling processes. After the liquid aluminum passes through continuous casting and rolling, it produces a coiled strip equivalent to 6-10mm after hot rolling. It has advantages of simplified process, low investment, small floor space, short construction period, low energy consumption, high efficiency, less labor, low casting and rolling mill operating costs and low production costs.



The control device for the liquid level of the front box of the the aluminum caster mill: to ensure that the front box can continuously supply liquid aluminum to the casting nozzle under a certain pressure.
The axis of the aluminum caster mill and the vertical line of the ground are arranged at an inclination angle of 15 degrees <vertical centerline and mill centerline>, mainly to overcome metal segregation and reduce the surface tension at the metal oxide film during the rolling process.
The horizontal adjustment oil cylinder of the casting nozzle drives the walking, the horizontal and vertical micro adjustments are manually completed, and the manual micro adjustments are equipped with mechanical locking devices to ensure long-term reliable operation. During operation: The operator can individually and accurately adjust each side of the casting nozzle according to the process requirements.
The carbon powder with separation and lubrication effect is sprayed on the surface of the roll by the flame spraying system to prevent the aluminum liquid from sticking to the roll.
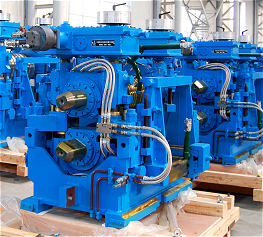
Each roll of the aluminum caster mill is driven by an AC motor and a planetary gear reducer separately, and is synchronized by a fully digital control system to achieving the accurate adjustment.
Utilizing PLC, servo system or frequency conversion system and sensor and other technologies, using the touch screen as a human-computer interaction interface, it mainly realizes the technology of automatic control of the liquid level at the furnace nozzle during the production process, which improves the quality of the finished product and at the same time ensures more safety for workers during production.
Customized design according to the actual needs of customers.
The production line has reasonable configuration, compact structure, and easy operation, which reduces the energy consumption of a series of processes required for hot rolling; there is less geometric waste such as head cutting and tail cutting, high yield, and low production cost.
The equipment is simple and centralized, simplifying the production process, shortening the production cycle, improving labor productivity, and having a high degree of automation. The equipment occupies a small area and the construction speed is fast.




Through the nozzle of the casting nozzle, the molten aluminum is injected onto the cooled roll, and the molten aluminum is distributed along the width direction of the roll surface. Now the metal is slightly ahead of the roller gap on the center line of the roller, so that the molten aluminum can be solidified and cooled in a very short time, completing the entire casting and crystallization process, and forming a cast-rolled strip after hot-rolling. In this process, a large amount of heat of the molten aluminum is quickly taken away by the rolls.

| Product thickness |
Product width |
Length of roll surface |
Dia of casting roll |
Max. coil weight |
| 5-10 | 600-1500 | 1650 | 720 | 8 |
| 5-10 | 600-1700 | 1850 | 850 | 10 |
| 5-10 | 600-1700 | 1900 | 960 | 12 |
| 5-10 | 600-1900 | 2000 | 1003 | 15 |
| 5-10 | 600-2100 | 2350 | 1200 | 22 |
*The output will vary according to different materials, feed particle size and other factors

Company: IDM Metallurgy Trading Co., Ltd.

Group Address: Tangshan City, Hebei Province, China

Whatsapp: +86-15036707993


Our Email

Our phone


 +86-15036707993
+86-15036707993
 +86-15036707993
+86-15036707993

Save Time! Get A Detailed Quotation Quickly.