Full continuous, no twist, high speed rolling. The roughing rolling mill and intermediate rolling mill are alternately arranged, and the pre-finishing rolling mill is installed in front of finishing mill. The maximum finishing rolling speed is 120m/s. The latest rolling speed guaranteed by the production practice will be proposed according to the different specifications of the wire rod, such as Siemens in 2010. The company has designed and manufactured high-speed wire rod mills for Xuanhua Iron and Steel Co., Ltd., and its final rolling speed guarantee value: small 5.5-7.5mm, wire rod 112m/s, medium φ5mm wire rod l 105m/s, The small φ6mm hardened rebar is 85m/s. Improving the finishing rolling speed of the wire rod mill is a systematic project. It involves not only the main rolling mill machinery and electrical equipment, but also the number of finishing mills, the rack spacing and the cooling system. It does not affect the mechanical properties of products because of the high finishing rolling speed and the high finishing rolling temperature. It also requires supporting equipment such as spinning machine and flying shear to withstand the high-speed impact of wire rod.
Adding reducing and sizing equipment to improve product accuracy and solve the temperature control problem in wire rod finishing rolling process.
Increasing the cross-section of the feed billet can not only meet the needs of upstream continuous caster to improve the productivity and quality of the billet, but also increase the coil weight and increase the productivity and yield of wire rod rolling mill.
The continuous casting billet is sent to the heating furnace for heating and soaking through the hot-rolling roller. The hot charging temperature can reach above 600 °C, which improves the productivity of the heating furnace. The energy consumption during billet heating and the loss of scale in the cooling and heating process of the billet are reduced, and the metal yield is improved.
Low temperature rolling. The rolling temperature is controlled at about 950 °C, and this requirement is met when selecting the roughing and intermediate rolling frame stiffness and the main motor capacity to achieve the overall energy saving and the effect of reducing metal burning loss.
Controlled cooling and temperature-controlled rolling.
Single-hole system. All products (small 5.0-25mm) need only be changed on the four reducer units, and the other racks do not need to change the roll specifications to change the roll, which significantly improves the operation rate and productivity.
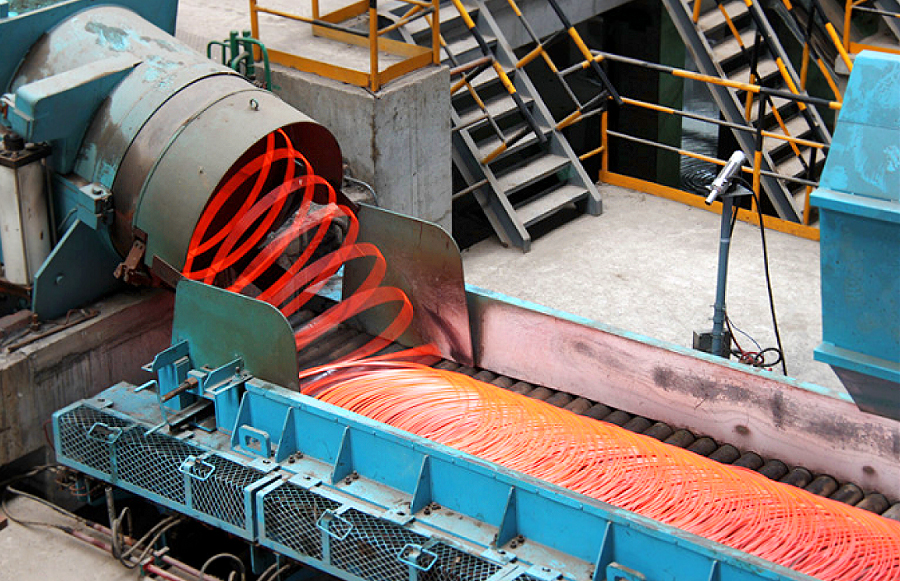
The latest generation of laying head and collection stations. The laying machine adopts an asymptotic bending form, which gives an ideal trajectory of the movement of the wire rod in the laying pipe, thereby reducing the wear of the laying pipe and having operational stability.









 +86-15036707993
+86-15036707993
 +86-15036707993
+86-15036707993






 2024-06-19
2024-06-19